
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Ştamplama məhsulunun tətbiqi - ülgüc bıçaqlarının istehsal prosesi və onun əsas mərhələləri
necelerülgüc bıçaqlarıgündəlik həyatda çox istifadə edilən istehsal?
O, birdən çox prosesdən keçməlidir və 0,1 mm-lik paslanmayan polad təbəqənin son dərəcə kəskin hazır məhsula çevrilməsinə qədər hər bir proses ciddi şəkildə idarə edilməlidir.
1. Bıçaqların istehsal prosesi
Ülgüc bıçaqlarının əsas istehsal mərhələləri aşağıdakılardır:
Materialın ştamplanması - söndürmə - temperləmə - kobud üyüdülmə - incə üyüdülmə - incə üyüdülmə - cilalama - yoxlama - təmizləmə - xrom örtük - islatma - qurutma - qablaşdırma.
2. Ülgüc bıçaqlarının əsas keçidləri
Bıçaq istehsalında hər addım vacibdir. Məsələn, zımbalama modeli, söndürmə temperaturu, bıçağın üyüdülmə bucağı və hətta qablaşdırma son dərəcə vacibdir, çünki kəsici kənar zədələnə bilməz. Bu addımlar arasında onlardan dördü son dərəcə kritikdir və bıçağın son keyfiyyətini müəyyənləşdirir ——davamlılıq, kəskinlik və rahatlıq.
① Xammal
Ümumi ülgüc bıçağının materialı əsasən 3Cr13 və 4Cr13 martensitik paslanmayan poladdan hazırlanır. Dəqiq emaldan sonra, 0,3/0,4 mm-lik paslanmayan polad təbəqələrə yuvarlanır, zolaqlara bölünür və nəhayət, bıçaq istifadə edilməzdən əvvəl işlənir. Polad zolaqlar karbon tərkibi ilə fərqlənir. Bazarda olan yüksək keyfiyyətli bıçaqlar hamısı 6Gr13 paslanmayan poladdan hazırlanır. Yüksək keyfiyyətli paslanmayan polad zolaqlardan hazırlanmış bıçaqlar daha yaxşı sabitliyə malikdir, yəni eyni şəraitdə onlar sınaqdan daha yaxşı dözə bilirlər.
② İstilik müalicəsi
İstilik müalicəsi tez-tez söndürmə adlanır, bu, bir obyektin yüksək temperatura məruz qalması və sonra soyudulması üçün müalicə üsuludur. Qədim qılıncların istehsalı həm də söndürmə yolu ilə silahların sərtliyini və elastikliyini yaxşılaşdırdı. İstilik müalicəsindən sonra bıçaq yalnız 760-780 daha yüksək sərtliyə malik deyil, həm də güzgü strukturu vahid və zərif olur. Bıçağın kövrək olub-olmaması söndürmə prosesindən asılıdır.
Kommersiyada mövcud olan ülgüc bıçağının parçalanmadan sonra bıçaq bölməsi Şəkil 1 (a), mikro strukturu isə Şəkil 1 (b)-də göstərilmişdir. Şəkil 1-dən göründüyü kimi, ülgüc bıçağının kənarı çox kəskin formada işlənir və onun daxili mikrostrukturu səpələnmiş incə sferik karbidləri olan martensit matrisidir.
(a) Bıçaq bölməsi
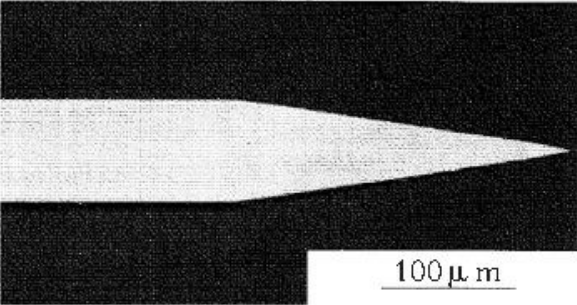


(b) Mikrostruktur
İki sual: Bıçaq bu qədər nazik olduğu halda niyə bu qədər sərt olur? Bıçaq itilənir və ya əvvəlcə istiliklə müalicə olunur? Yuxarıdakı müzakirədə ikinci suala cavab verildi.
Qalınlığıpaslanmayan polad zolaqülgüclər üçün istifadə olunan ölçüsü cəmi 1 mm-dir. Əvvəlcə bir mətbuat vasitəsi ilə bıçaq şəklində kəsilir. Bu zaman bıçaq kağız kimi yumşaqdır. Sonra istiliklə işlənir, kriogenlə müalicə olunur, bərkidilir, sonra itilənir, keyfiyyət yoxlanılır, təmizlənir və nəhayət örtülür, möhkəmlik yoxlanılır, pas əleyhinə müalicə olunur, qablaşdırılır və s.
Ülgüc polad üçün, ülgüc bıçağının kəskinliyinə və davamlılığına zərərli təsir göstərən çirkli elementləri son dərəcə aşağı səviyyədə idarə etmək çox vacibdir. Ülgüc poladının müxtəlif tələb olunan xüsusiyyətlərini hərtərəfli uyğunlaşdırmaq çox vacibdir, buna görə də ülgüc poladının istehsal prosesində təkcə karbon və xrom kimi əsas elementlərə deyil, həm də çirkli elementlərə ciddi nəzarət edilməlidir. .
Əslində, bıçaqların istehsal prosesində ciddi yoxlama prosedurları var və hər bir keçiddə müvafiq yoxlama standartları var. Xüsusilə, bıçağın kəskinlik testi ən intuitiv və inandırıcıdır.
Bundan əlavə, istilik müalicəsi keçidində məşhur İsveçrə Ordu Bıçağı, Zwilling Mətbəx Bıçağı və Gillette-in ülgüc bıçaqları istehlakçılara intuitiv davamlılıq hissi verir və bu məhsulların hamısı kriogen üsulla müalicə olunub.
Hər kəsin öz standartları və tələbləri var. Yüksək keyfiyyətli istifadə olub-olmamasıpolad və ya ümumi polad, çıxış standartlarının sərt olub-olmamasından asılı olmayaraq, qısa müddətdə görünə bilməz və istehlakçılar uzun müddətdə ayaqları ilə səs verəcəklər.
Sorğu göndərin


X
Biz sizə daha yaxşı baxış təcrübəsi təklif etmək, sayt trafikini təhlil etmək və məzmunu fərdiləşdirmək üçün kukilərdən istifadə edirik. Bu saytdan istifadə etməklə siz kukilərdən istifadəmizlə razılaşırsınız.
Məxfilik Siyasəti